Processen , Normen en regelgeving
Laskennis opgefrist 1
Indeling van las-, snij- en soldeerprocessen volgens EN-ISO 4063:
Gepubliceerd op 31-03-2021

Elke procesvariant voor lassen, snijden of solderen is te identificeren aan de hand van een uniek nummer. Deze nummers zijn internationaal vastgelegd. Voor elke situatie moet men afwegen welke procesvariant het meest geschikt is.
Inleiding procesterminologie
Alle basisprocessen voor het lassen, snijden en solderen kunnen internationaal worden aangeduid met een uniek nummer, bestaande uit twee of drie cijfers. Het toekennen van deze procesnummers is geregeld in de norm NEN-EN-ISO 4063:2009, getiteld 'Lassen en verwante processen - Termen voor processen en referentienummers’. Het eerste cijfer van dit unieke nummer refereert aan het basisproces volgens het overzicht in tabel 1.
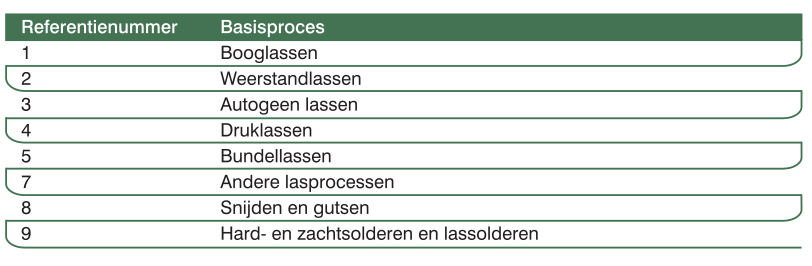
Tabel 1: Overzicht van basisprocessen met bijbehorend referentienummer
Het eerste cijfer van het referentienummer wordt gevolgd door een combinatie van één of twee cijfers, waarmee de verdere relevante kenmerken van het proces worden aan- gegeven. Het MIG-lasproces bijvoorbeeld, heeft het nummer 131, wat betekent:
1 booglassen
3 met een afsmeltende elektrode onder gasbescherming
1 met inert gas
Zo ontstaat voor elk proces een referentienummer dat bestaat uit twee of drie cijfers, en dat uniek is voor dat specifieke proces. Het referentienummer kan als symbool op tekeningen worden gebruikt om het te gebruiken proces te specificeren. Men is verplicht dit nummer te gebruiken op de lasmethodebeschrijvingen volgens NEN-EN-ISO 15609 en in kwalificatiedocumenten voor lassers volgens NEN-EN 287-1 en de NEN-EN-ISO 9606-serie.
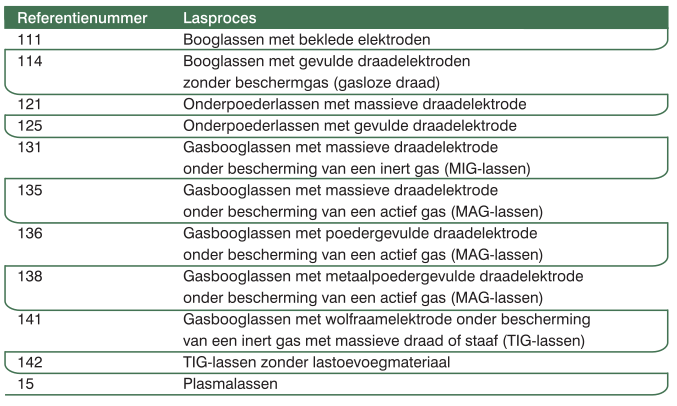
Tabel 2: Overzicht van de meest gebruikte procesreferentienummers.
Procesvarianten
Naast het referentienummer kan van het proces ook een procesvariant worden aangegeven. Zo kan het type materiaalovergang worden aangeduid volgens de letters uit tabel 3.

Tabel 3: Type materiaalovergang
Voorafgaand aan het referentienummer wordt de norm ISO 4063 genoemd. Dat is de norm waarin zoals gezegd de referentienummers zijn vastgelegd.
Voor het MIG-lassen in het sproeibooggebied wordt de aanduiding dus: ISO 4063 - 131-S
Indien er meer dan een elektrode wordt gebruikt dan kan dit worden aangegeven met een aanvullend getal. De aanduiding voor het MAG-lassen met twee massieve draadelektroden wordt dan: ISO 4063 – 135-2
Indien aanvullend toevoegmateriaal wordt gebruikt kan de optie ‘koude draad’ of ‘warme draad’ worden aangegeven met een C (Cold, koude draad) of H (Hot, warme draad). De aanduiding voor het onderpoederlassen met massieve draadelektroden met een aanvullende koude draad wordt dan: ISO 4063 – 121-C
Bij het aanduiden van hybride lasprocessen wordt het referentienummer van elk toegepast proces vermeld, met daartussen het plusteken. Voor het gaslaser-plasmalassen wordt de aanduiding dus: ISO 4063 – 522+15
Proceskeuze
Er zijn vele lasmethoden waaruit gekozen kan worden, zoals ook al blijkt uit tabel 2. Welk lasproces men kiest is in het algemeen afhankelijk van de volgende factoren:
- de te verbinden materiaalcombinaties;
- de vorm van de componenten (plaat, pijp, profiel, etc.);
- de kwaliteits- en sterkte-eisen;
- de beschikbaarheid van apparatuur en personeel;
- de mate van mechanisatie;
- de kosten;
- de plaats en positie van uitvoering.
Als men rekening houdt met deze factoren, zal hieruit het meest gunstige lasproces naar voren komen. De keuze voor een lasproces binnen een bedrijf kan beperkt worden door bijvoorbeeld de kosten voor implementatie van een nieuw proces, de beschikbaarheid van kennis, lassers en apparatuur.
De beschikbare verbindingsprocessen kunnen we onder- verdelen in de volgende typen:
- Smeltlasprocessen
- Boog (BMBE, MIG/MAG, TIG en onderpoederlassen)
- Gas (autogeen lassen)
- Bundel (laser- en elektronenbundellassen)
- Thermomechanische processen
- Wrijvingslassen
- Weerstandlassen
- Explosielassen
- Afbrandstuiklassen
- Verbindingstechnieken in vaste toestand
- Lijmen
- Solderen
- Mechanische bevestigingsmiddelen

Voor de juiste proceskeuze moet men naast de eerdergenoemde factoren ook rekening houden met de uitvoering ten aanzien van het gebruik op locatie. Kan het proces handmatig of gemechaniseerd toegepast worden? Hoeveel bedragen de totale kosten van de verbindings-en randapparatuur? enzovoort.
Een globaal overzicht van de toepasbaarheid van diverse verbindingsprocessen, naadvormen en componenten is te vinden in tabel 4.
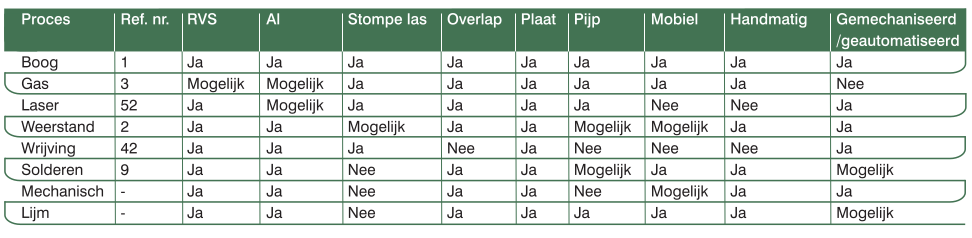
Tabel 4: Overzicht toepasbaarheid diverse verbindingsprocessen
Toepassing lasprocessen
Tabel 5 geeft een overzicht van een aantal lasprocessen. Hierin wordt de principiële werking van het proces aangeven door middel van de toegepaste warmtebron en de manier van beschermen van het smeltbad. Ten slotte worden in de laatste kolommen globale richtwaarden gegeven voor het materiaaldiktebereik en de neersmeltcapaciteit van de processen.
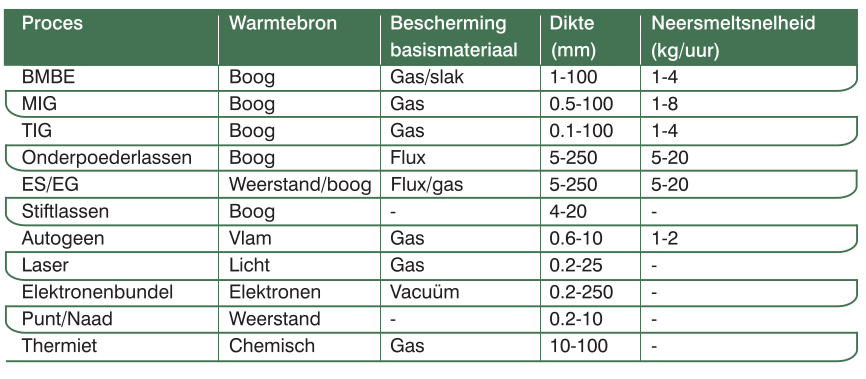
Tabel 5: Toepasbaarheid diverse lasprocessen